Широко применяется для восстановления изношенных поверхностей опорных катков, поддерживающих роликов и натяжных колес тракторов, полуосей, шлицев, различных валов.[ ...]
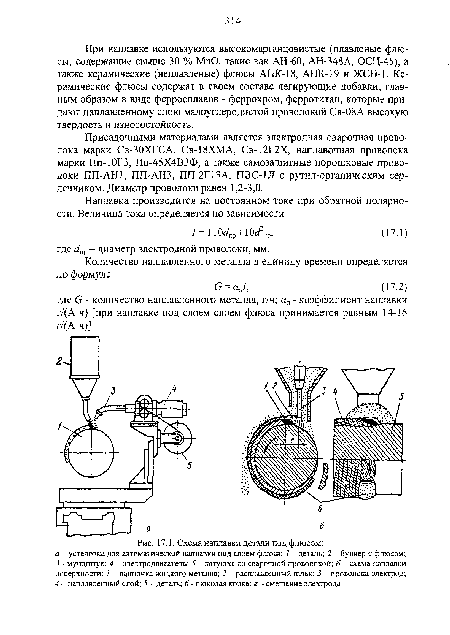
Деталь для наплавки устанавливается в центрах или крепится на патроне токарного станка с понижающим редуктором (рис. 17.1.), Электродная проволока автоматически подается в зону горения дуги специальной наплавочной головкой А-384, А-580 или подающим механизмом полуавтомата ПШ-5-1, ПШ-54, ПДШМ-500, установленным на суппорте станка. Наплавка производится под слоем флюса, который подается из бункера впереди дуги. Часть флюса плавится и создает оболочку вокруг дуги, которая защищает расплавленный металл от окисления, разбрызгивания и угара. Кроме того, флюс замедляет охлаждение наплавленного металла и легирует его.[ ...]
Чтобы расплавленный металл присадочного материала успевал затвердеть и не стекал с детали, электродная проволока подводится к детали со смещением от зенита на 3-12 мм в сторону, противоположную вращению. Шаг наплавки выбирается так, чтобы каждый последующий валик перекрывал предыдущий на /ъ его ширины.[ ...]
С целью повышения производительности автоматической наплавки под слоем флюса разработаны способы широкослойной наплавки с применением дополнительного присадочного материала, многоэлектродной наплавки, наплавки ленточным электродом и др.[ ...]
Электрошлаковая наплавка. В зону наплавки автоматически подаются электродная проволока и флюс, но процесс отличается от наплавки под слоем флюса тем, что при установившемся режиме отсутствует дуговой разряд.[ ...]
В начальный период при включении источника тока между электродной проволокой и деталью возникает электрическая дуга, которая расплавляет флюс. При погружении проволоки в жидкий флюс дуга гаснет, и ток, проходящий через расплавленный флюс, подогревает его, поддерживая в нем высокую температуру. Температура жидкого флюса выше температуры плавления металла, в связи с чем под шлаковой ванной образуется слой расплавленного основного и присадочного материала. При вращении детали расплавленный металл равномерно распределяется по всей наплавленной поверхности.[ ...]
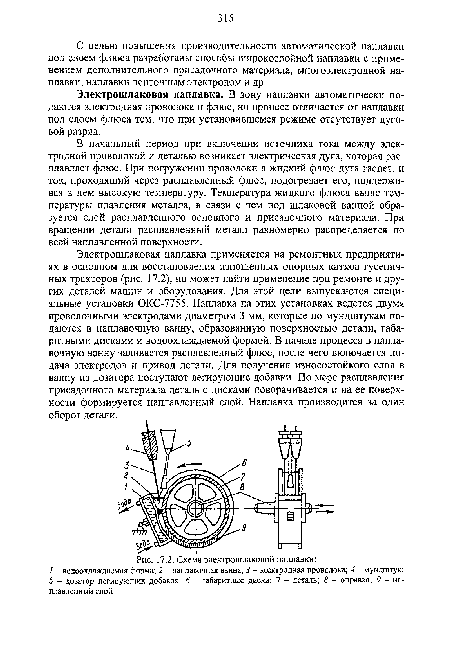
Электрошлаковая наплавка применяется на ремонтных предприятиях в основном для восстановления изношенных опорных катков гусеничных тракторов (рис. 17.2), но может найти применение при ремонте и других деталей машин и оборудования. Для этой цели выпускаются специальные установки ОКС-7755. Наплавка на этих установках ведется двумя проволочными электродами диаметром 3 мм, которые по мундштукам подаются в наплавочную ванну, образованную поверхностью детали, габаритными дисками и водоохлаждаемой формой. В начале процесса в наплавочную ванну заливается расплавленный флюс, после чего включается подача электродов и привод детали. Для получения износостойкого слоя в ванну из дозатора поступают легирующие добавки. По мере расплавления присадочного материала деталь с дисками поворачивается и на ее поверхности формируется наплавленный слой. Наплавка производится за один оборот детали.[ ...]
Источником питания является трансформатор, рассчитанный на получение тока 600-1000 А при напряжении 30-50 В. В качестве присадочного материала применяют проволоку с содержанием легирующих элементов Св-08ГА, Св-ЮГА. Для электрошлаковой наплавки выпускаются специальные флюсы АН-8, АН-8М и АН-22, которые имеют высокие температуру кипения и электропроводность в жидком состоянии, плохо поддерживают горение дуги, способствуя переходу дугового процесса в элек-грошлаковый.[ ...]
Рисунки к данной главе:
| Схема наплавки детали под флюсом |
 |
| Схема электрошлаковой наплавки |
 |