Этот способ основан на возможности восстановления изношенных рабочих поверхностей путем некоторого перераспределения материала детали. В зависимости от величины износа и материала детали обработка может производиться как с нагревом восстанавливаемой детали, так и без нагрева.[ ...]
В холодном состоянии обрабатывают детали из мягких малоуглеродистых сталей (термически необработанных небольшой твердости НЯС 25-30) и цветных металлов. Без нагрева устраняют также небольшие механические повреждения (легкие вмятины, прогибы и т. д.).[ ...]
При восстановлении детали пластической деформацией с предварительным подогревом термическая обработка их утрачивается. Поэтому после ремонта такие детали должны быть подвергнуты термической обработке согласно техническим условиям.[ ...]
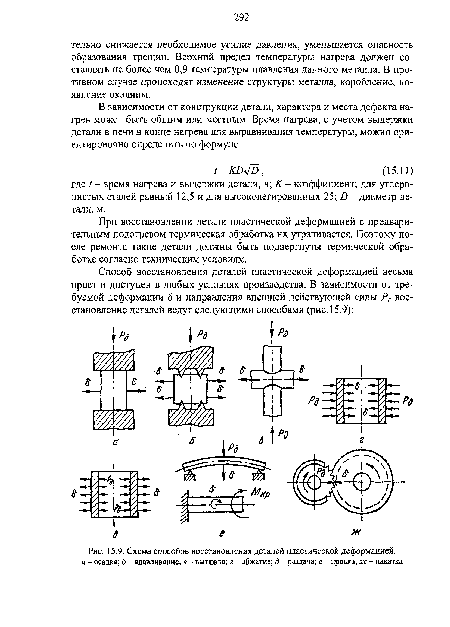
Осадку применяют для восстановления изношенной внутренней или наружной поверхности бронзовых втулок за счет уменьшения их высоты. Ее проводят без нагрева в специальном приспособлении (рис. 15.10).[ ...]
Вытяжку применяют для увеличения длины тяг, стержней малого диаметра, штанг, рабочих органов почвообрабатывающих машин за счет уменьшения сечения.[ ...]
Вдавливание заключается в перемещении части металла с нерабочих к изношенным поверхностям деталей. Этим способом восстанавливают тарелки клапанов при износе фаски, зубья шестерен и шлицы на валах, имеющих износ боковых поверхностей в пределах 0,5-1,5 мм, шаровые пальцы рулевых тяг при износе сферической поверхности и т. д. Процесс вдавливания производится в специальных штампах (рис. 15.11) после предварительного нагрева детали или ее части.[ ...]
Обжатие применяют для восстановления втулок при износе у них внутренней поверхности за счет уменьшения наружного диаметра. Обжатием ремонтируют втулки распределительных и других валов, звенья гусениц при износе проушин под палец, бобышки рулевых сошек при износе конусных отверстии, корпуса гидронасосов НШ и другие детали. В среднем величина обжатия втулки по наружному диаметру равна 0,5-0,8 мм. Процесс ведется в специальных приспособлениях (рис. 15.12) с предварительным подогревом до температуры 850-950 °С или без него. Корпуса насосов НШ и НШУ нагревают до 500 °С, выдерживают в печи при этой температуре 30 мин, и затем производят обжатие. Обжатый корпус подвергают термической обработке: нагрев до 520±5 °С, выдержка в течение 30 мин, закалка в горячей (60-90 °С) воде, низкотемпературный (170-180 °С) отпуск в течение 4-6 ч, охлаждение на воздухе.[ ...]
Раздачу применяют для увеличения размеров изношенных наружных поверхностей пустотелых деталей: поршневых пальцев, посадочных мест под обоймы подшипников качения чашек дифференциалов, трубы рулевых колонок и др.[ ...]
В зависимости от материала дет чи и требуемой величины раздачи процесс ведется с нагревом и чаще без нагрева. Термически обработанные и поверхностно упрочненные детали предварительно отжигают или отпускают (при - температуре 600-680 °С в течение 0,5-1 ч) для получения необходимой пластичности. Величина раздачи по диаметру составляет в среднем 0,5-0,8 мм.[ ...]
Правку используют при ремонте погнутых и скрученных деталей и производят как в холодном, так и в горячем состоянии. Правку применяют при восстановлении шатунов, коленчатых, распределительных и карданных валов, передних осей, рам, рулевых тяг и других деталей.[ ...]
Рисунки к данной главе:
| Схема способов восстановления деталей пластической деформацией |
 |
| Приспособление для |
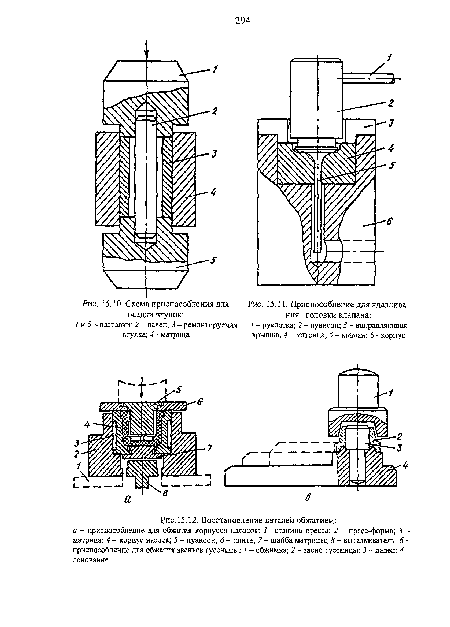 |
| Восстановление деталей обжатием |
|
| Схема процесса накатки |
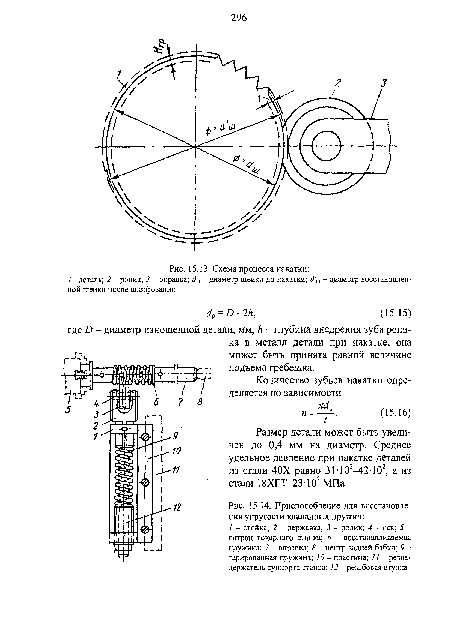 |
| Приспособление для восстановления упругости клапанных пружин |
|