После мойки и очистки детали поступают на участок контроля и сортировки для выявления качественного состояния каждой детали, а также степени износа и возможности их ремонта.[ ...]
Руководствуясь техническими условиями, регламентирующими возможные отклонения размеров деталей вследствие износа и допустимые искажения их геометрических форм (прогиба, отклонения от округлости и т. д.), необходима сортировка деталей.[ ...]
При контроле и сортировке выделяют три группы деталей: годные детали, подлежащие ремонту или восстановлению и негодные. Установление этих групп осуществляется наружным осмотром и обмером деталей измерительным инструментом.[ ...]
К годным относятся детали, износ которых меньше половины предельного. Их маркируют и направляют в комплектовочное отделение или на склад запасных частей.[ ...]
К деталям, подлежащим ремонту или восстановлению, относятся такие, износ которых больше половины предельного или уже равен ему. У этих деталей определяют ремонтные размеры, устанавливают способ ремонта или восстановления и направляют их в соответствующее ремонтное отделение или цех.[ ...]
Негодные детали имеют такие повреждения, ремонт которых экономически нецелесообразен. Их направляют на склад утиля, а вместо них выписывают со склада годные запасные части.[ ...]
Технические условия (ТУ) на контроль деталей разработал ГНЦ ЛПК в соответствии с требованиями ГОСТ 2602-95 (ЕСКД) «Ремонтные документы», на основании опытно-статистических данных износа лесозаготовительных машин и расчетом предельно допустимых величин по существующим методикам. ТУ выполняют в виде отдельных карт, содержащих необходимую информацию для дефектовщика (перечень возможных дефектов и способов их устранения, контрольный инструмент и приспособления, номинальные и допустимые показатели контролируемого параметра).[ ...]
На проведение технического контроля стандартизован комплект документов. Входящий в ЕСТД ГОСТ 31502-74 «Правила оформления документов на технический контроль» предусматривает порядок составления операционных карт технического контроля и ведомостей операционного контроля. Эти документы должны быть включены в комплект разрабатываемой на предприятии технологической документации на процессы или оформлены отдельными комплектами.[ ...]
При дефектации деталей применяют следующие основные методы: наружный осмотр, остукивание или опробывание вручную, дефектоскопию с помощью различных методов (магнитного, капиллярного, ультразвукового), измерение величины износа или зазора стандартным измерительным инструментом или приспособлениями.[ ...]
При наружном осмотре устанавливают явные дефекты: поломки, трещины, пробоины и т. д. Для выявления дефектов в ответственных деталях (коленчатом валу, шатуне, блоке цилиндров и др.) используют простейшие инструменты и приборы, например лупу 5-10 - кратного увеличения. Для выявления скрытых неисправностей деталей, например внутренних раковин и трещин, наружных волосовых трещин и других, понижающих усталостную прочность деталей, применяют магнитную, ультразвуковую и люминесцентную (капиллярную) дефектоскопию.[ ...]
Рисунки к данной главе:
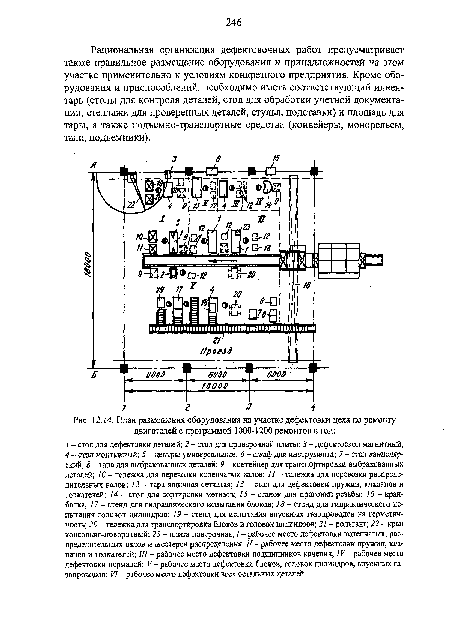
| План размещения оборудования на участке дефектовки цеха по ремонту двигателей с программой 1000-1200 ремонтов в год |
 |