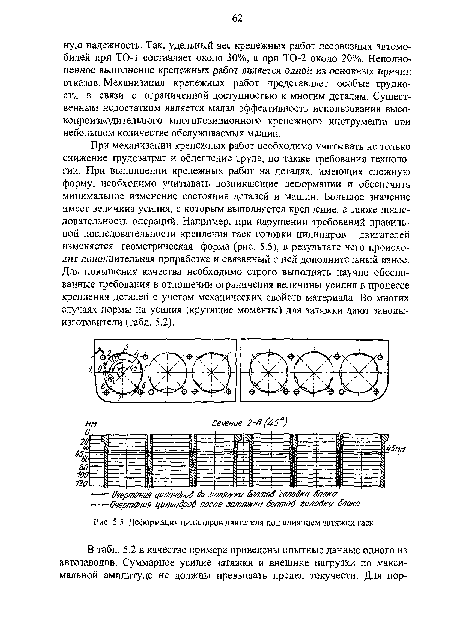
При механизации крепежных работ необходимо учитывать не только снижение трудозатрат и облегчение труда, но также требования технологии. При выполнении крепежных работ на деталях, имеющих сложную форму, необходимо учитывать возникающие деформации и обеспечить минимальное изменение состояния деталей и машин. Большое значение имеет величина усилия, с которым выполняется крепление, а также последовательность операций. Например, при нарушении требований правильной последовательности крепления гаек головки цилиндров двигателей изменяется геометрическая форма рис. 5.5), в результате чего происходит дополнительная приработка и связанный с ней дополнительный износ. Для повышения качества необходимо строго выполнять научно обоснованные требования в отношении ограничения величины усилия в процессе крепления деталей с учетом механических свойств материала. Во многих случаях нормы на усилия (крутящие моменты) для затяжки дают заводы-изготовители (табл. 5.2).[ ...]
Величина т для чисто обработанных поверхностей изменяется в пределах 0,22-0,28, для поверхностей, покрытых ржавчиной, равна 0,35— 0,40.[ ...]
Обслуживание и ремонт резьбовых соединений затрудняется при повреждении резьбы, загрязнении ее поверхности под действием коррозии и других причин. В результате этого при разборке резьбового соединения усилие значительно больше (иногда в 2 раза и более), чем при сборке. Основным инструментом для крепежных работ служат торцовые ключи. Для ограничения крутящего момента и повышения качества работы следует пользоваться динамометрическими рукоятками. Наборы торцовых ключей 2336-1 и 2336-2, динамометрических рукояток 131М изготавливаются промышленностью.[ ...]
Для облегчения работы механизированный инструмент устанавливают на специальной гележке или подвесе с пружинами-балансирами. Это обеспечивает изменение положения инструмента по горизонтали, вертикали и в осевом направлении.[ ...]
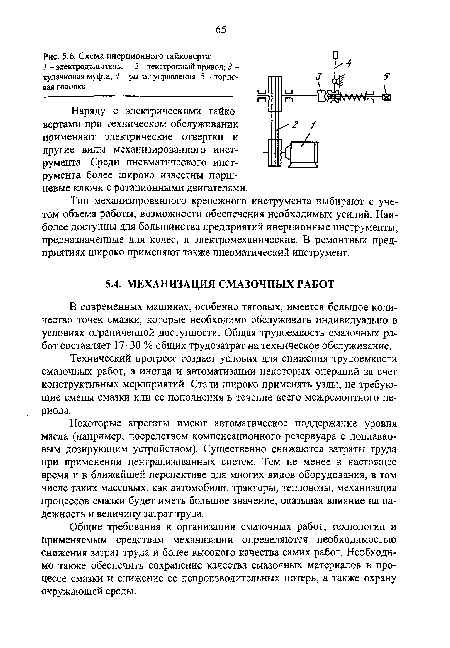
Все большее применение получают различные гайковерты (табл. 5.3), особенно для обслуживания некоторых элементов ходовой части автомобилей. Инерционные гайковерты (рис. 5.6) экономичны по расходу электроэнергии, несложны по устройству и удобны для применения.[ ...]
Наряду с электрическими гайковертами при техническом обслуживании применяют электрические отвертки и другие виды механизированного инструмента. Среди пневматического инструмента более широко известны поршневые ключи с ротационными двигателями.[ ...]
Тип механизированного крепежного инструмента выбирают с учетом объема работы, возможности обеспечения необходимых усилий. Наиболее доступны для большинства предприятий инерционные инструменты, предназначенные для колес, и электромеханические. В ремонтных предприятиях широко применяют также пневматический инструмент.[ ...]
Рисунки к данной главе:
| Деформация цилиндров двигателя под влиянием затяжки гаек |
 |
| Схема инерционного гайковерта |
 |